軸承座孔配合過緊會導致軸承裝配困難、軸承圈受力不均、初期旋轉阻力增大及早期磨損。避免過緊需要從設計、加工精度、表面處理與安裝工藝多方面控制。通過合理選擇配合類型、精確控制孔徑和軸徑、采用潤滑輔助以及檢測裝配狀態,可以保證軸承在座孔中既牢固又能順暢運轉,從而延長使用壽命并保持傳動精度。
一、合理設計與加工精度
軸承座孔設計應根據軸承類型、載荷條件及運行速度選擇適當配合類型。孔徑與軸徑公差需嚴格控制,以避免裝配時出現過緊現象。加工過程中,應保證孔表面光潔且圓度、垂直度符合標準要求。若孔徑偏小或表面粗糙,軸承圈在裝入時受力過大,容易產生微裂紋或塑性變形,從而影響滾動體運動。加工精度高、表面處理得當的孔可以降低摩擦阻力,使軸承安裝順暢。
?合理配合設計
?嚴格控制孔徑公差
?保證孔表面光潔
二、潤滑與輔助裝配方法
在安裝軸承時,可采用適量潤滑劑涂抹在座孔和軸承外圈接觸面,以降低摩擦并輔助順利入座。對于較緊的配合,適當加熱軸承外圈或冷卻軸承座孔可以形成微小間隙,減少裝配阻力。安裝時應采用專用工具或壓裝機,避免直接敲擊軸承圈,以免局部受力過大產生變形或內圈裂紋。同時,應避免使用過多力以防座孔擴大或變形。
?涂抹潤滑劑
?熱脹冷縮輔助
?使用專用安裝工具
三、裝配檢查與運行監控
安裝完成后,應檢查軸承旋轉是否順暢,確認軸承圈在座孔中無卡滯或偏斜現象。低速試運轉可以觀察軸承初期摩擦和溫升情況,如出現異常阻力,應及時停機重新檢查配合和潤滑狀態。在長期運行中,也應關注溫度、振動和噪聲變化,確保軸承在座孔內受力均勻,避免因過緊導致的早期磨損或壽命縮短。
?低速試運轉
?觀察阻力與溫升
?長期監控振動和噪聲
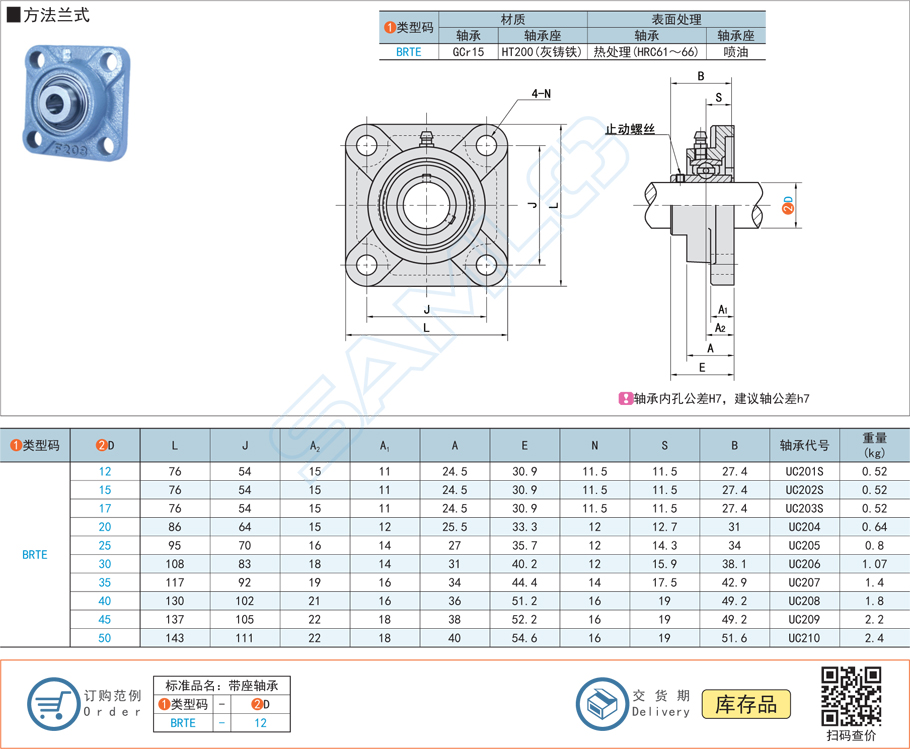
總結
軸承座孔配合避免過緊需從設計、公差控制、表面處理、潤滑輔助及裝配檢查等多方面綜合考慮,通過科學配合和合理安裝方法,確保軸承順暢運行并延長使用壽命。本文內容是上隆自動化零件商城對“帶座軸承”產品知識基礎介紹的整理介紹,希望幫助各行業用戶加深對產品的了解,更好地選擇符合企業需求的優質產品,解決產品選型中遇到的困擾,如有其他的疑問也可免費咨詢上隆自動化零件商城。